






By Doug Wallace, CPIM, Life Cycle Institute
In the ’60s there was a TV commercial that posed the question: “Is three enough? Is six too many? You never know with prunes.” If you’re old enough to remember it, then you probably recall what it was about. If not, you can Google Fletcher’s Castoria later. The point of the ad was that there’s no right amount for every situation; it depends on the circumstances.
There probably aren’t too many MRO storerooms stocking prunes these days, but there are plenty that is wrestling with these same challenges as they try to optimize their inventory. Are three widgets enough? Are six gizmos too many? I often get asked: “How do we determine the right stocking levels for our parts?” People want to know what the “magic formula” is. Unfortunately, as with prunes, the answer often is: “it depends.”
Throughout this article, I’d like to address some of the considerations involved in making these difficult decisions, and then suggest one method for helping to determine the appropriate stocking levels for your own materials.
Before concerning yourself with stocking levels, the first question to ask is whether there is actually a need to stock a particular item. There are some people who suggest that critical spare parts must be in the storeroom; in fact, some even submit that critical spares should be the only items in the storeroom. Both premises can be debated, but the crux of the argument is valid: there are some materials that just simply need to be readily available at all times. However, “readily available” doesn’t necessarily mean on hand, or even on-site. Whether an item is critical or not, if you can survive without it for longer than it takes to get a replacement, and not incur a significant loss or assume an unacceptable level of risk in the meantime, then you may not need to actually stock that part at all. Consignment, vendor stocking and other arrangements can reduce material lead times to the point where there is no need to carry an item in the storeroom inventory, but availability is still not an issue.
Assuming you decide that you do need to stock a part, how do you determine what the right stocking level is, and whose responsibility is it to make the decision?
There are companies that will take your data and calculate reorder points for you using various software and statistical models. These can be very helpful if you are comfortable with the methodology being used and know how to interpret the results. But what if you don’t understand things like “stock-out acceptance factors” or “Poisson probability distributions?” Do the software providers understand things like the criticality of your parts; the probability of failure; the reliability of your vendors? If all they do is take your cost and usage data and calculate a recommended stocking level based on formulas you don’t quite comprehend, have they really provided any value? Plus, you have to ask yourself: how much is all this going to cost? And will the provider take responsibility for stock-outs or excess inventory caused as a result of using their recommendations? Maybe the most important question to ask yourself is: “Isn’t there a simpler method?”
The Order Point Model
Most MRO parts are managed using an Order Point method, so first let’s remind ourselves how this works. Figure 1 shows a representation of the Order Point Model.
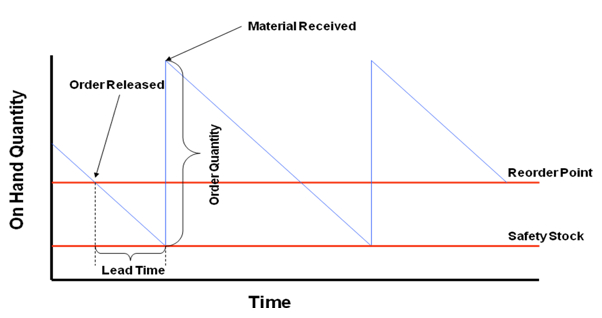
Figure 1
The model illustrates graphically how material usage causes the on-hand balance to decrease until it reaches the Reorder Point, at which time a replenishment order is released. Demand continues throughout the lead time while waiting for the replenishment order to arrive. When the replenishment order is received, the inventory increases in an amount equal to the Reorder Quantity and the process repeats itself. The Reorder Point and Reorder Quantity work together to create a continuous cycle of replenishment orders, resulting in a pattern known as the “sawtooth” graph. Ideally, the inventory is controlled so that it never exceeds the quantity represented by the top of the sawtooth and never dips below the quantity represented by the bottom of the sawtooth.
In theory, it works great! As long as the Reorder Point and Reorder Quantity are set properly, and everything else goes according to plan, then service is assured, inventory is effectively managed, and everyone is happy.
But we don’t live in a theoretical world, where everything is predictable and happens exactly the way it’s supposed to. Usage can be erratic. Vendors can be unreliable. Reorder Points and Reorder Quantities have to be set to provide a buffer of inventory as a hedge against variations in both supply and demand, yet still, keep the inventory at an acceptable level. So how do we do that?
Typically what happens when a new item is set up is that the requester is asked (or required) to fill in fields on the Stock Request Form labeled “Minimum Quantity” and “Maximum Quantity.” Often these values are simply accepted blindly and entered into the database without any validation of whether they’ll provide the proper balance between service and inventory.
If the recommended quantities turn out to be too low, it becomes readily apparent through stock-outs, emergency purchases, and customer complaints. It usually takes much longer – as well as some analysis – to determine if the quantities are too high. In many cases, even when it’s known that the stocking quantity is either too low or too high, the original parameters are never changed after they are first set, and whatever problems they may cause just continue to perpetuate themselves.
There has to be a better approach, and there is! Let’s take a closer look at each of the stocking parameters to understand what they do and how to manage them. First, the Reorder Point.
Reorder Point
As the Order Point model demonstrates, the Reorder Point determines the lowest level that the inventory should reach under ideal circumstances. This level is referred to as “safety stock.” The Reorder Point is the primary factor in determining service level and should be set high enough to at least cover the total anticipated requirements through the part lead time. This will allow continued support of ongoing material needs from stores while waiting for replenishment parts to arrive. With that in mind, you have to ask yourself the following questions:
- Does the requester have any reasonably accurate estimate of future demand? Have they done any sort of evaluation of failure modes and probabilities? Have they factored in redundancy or other aspects of asset criticality? In short, have they applied any reliability engineering methods to project true material needs, or have they simply taken a recommendation from a manufacturer’s or vendor’s suggested spare parts list – or worse yet, just a wild guess – and put it on the request form?
- Does the requester understand the availability of the item? Do they know who and where the vendor is? Do they know the advertised lead time, and how reliable the vendor is?
- Does the requester even know what information they are supposed to provide and how it will be used in your replenishment system? Are they supposed to suggest a Minimum Quantity or Safety Stock Quantity? A Maximum Quantity or a Reorder Quantity?
While there’s nothing wrong with asking for this information as a guideline, it has to be put into proper context. Stocking levels are all about supporting anticipated requirements, not just putting quantities of parts on the shelf. So in addition to (or better yet instead of) a suggested Reorder Point or Minimum Quantity, Stock Request Forms should require an estimate of demand over some period of time (be that a week, month, year, or whatever). Then, after Purchasing has had an opportunity to verify or even reduce the lead time and assess the vendor reliability, all key stakeholders – including the requester, Reliability Engineering, Stores, Purchasing, Maintenance, and Operations – should come to a consensus on the final value that will be used as the Reorder Point for the item.
Reorder Quantity
Now let’s look at the Reorder Quantity. Except for the occasional items that are routinely issued more than one unit at a time, Reorder Quantities are generally determined by vendor lot size, Economic Order Quantities, or available space. The Reorder Quantity determines the frequency of replenishment orders (in other words the number of teeth in the sawtooth graph). But more importantly, it impacts the average stock level of each item, and therefore the carrying costs associated with storing and managing that inventory. These are generally things that the requester doesn’t care about, and may not even be aware of. So, instead of asking the requester for a suggested Maximum Quantity or Reorder Quantity, it makes better sense to ask “How many will be issued at one time?” This information can then be used by Purchasing and Stores to recommend the proper Reorder Quantity after consideration is given to these other external factors. Again, consensus should be reached among all key stakeholders on the final value that will be used.
Striking the Right Balance
Now that we’ve examined each of the parameters separately, let’s talk about how they work together. With three key pieces of part-specific information (the unit cost, the planned lead time, and the estimated requirements), the Order Point model can be customized for any particular item to show the projected on-hand quantity and associated investment that will result from any combination of Reorder Point and Reorder Quantity values.
The following example shows a one-year projection for an item with the following parameters:
On-Hand: 16 pcs.
Reorder Point: 14 pcs.
Reorder Quantity: 12 pcs.
Unit Cost: $10.00
Planned Lead Time: 4 weeks
Estimated Requirements: 100/yr.
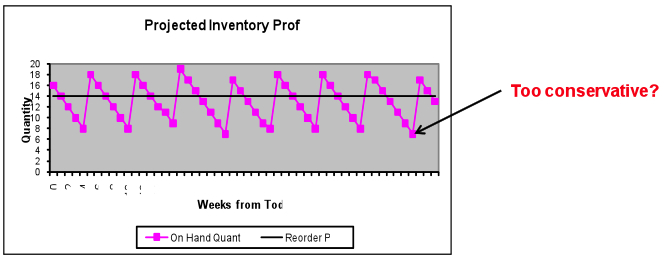
Figure 2
The estimated usage is roughly two per week, so just by doing some math in your head you can figure that the Reorder Point of 14 pieces represents approximately seven weeks’ worth of demand. For a four-week lead time item, this may be a little too conservative, and as the inventory profile above shows, the projected inventory never drops below eight pieces, or roughly four weeks of demand. On the other hand, if you look at the associated investment profile below, you can see that the amount of money tied up in this “safety stock” is relatively low, and the associated carrying costs for this inventory will be minimal, so being a little conservative on a low-value item such as this isn’t really a big issue.
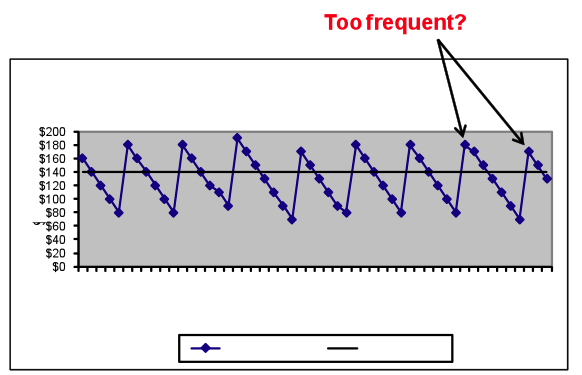
Figure 3
The Reorder Quantity of 12 pieces represents roughly six weeks’ worth of demand, which means that a replenishment order will be generated for this item about every six weeks. This is probably too frequent for a small-value item, as the ordering costs for this many requisitions will far exceed the carrying costs for the projected level of investment. If this were a $1000 item, your thinking may be completely different, as the carrying costs would be 100 times greater than for a $10 item.
The following example shows a different type of profile. For this item, the parameters are as follows:
On-Hand: 1 pc.
Reorder Point: 0 pc.
Reorder Quantity: 1 pc.
Unit Cost: $2500.00
Planned Lead Time: 8 weeks
Estimated Requirements: 2/yr.
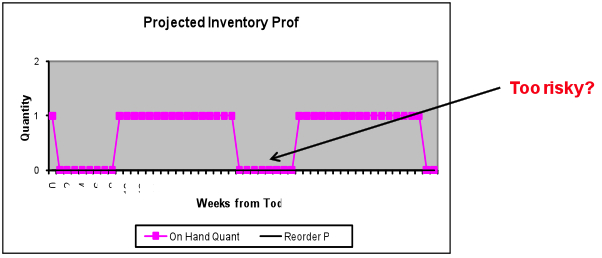
Figure 4
This is a typical profile frequently used for many expensive and one-of-a-kind items. The basic premise is “when we use the one we have, we’ll buy another one.” It sounds like a simple, effective strategy, but what we see in the inventory profile is that there are significant periods of time when the projected inventory is at zero. If this represents an acceptable level of risk, then the Reorder Point and Reorder Quantity are probably OK. If not, then they need to be readdressed to minimize the potential impact of a stock-out resulting from unexpected demand during these periods of zero inventory.
Using this type of tool can quickly highlight a number of potential issues, both service-related and investment-related; and each item will tell its own story when modeled. These are just a couple of examples that we’ve looked at. The purpose of the model is not to try and come up with the “perfect” set of parameters, but to adjust them as necessary to arrive at an inventory and investment profile that everyone can accept as a healthy balance between service and carrying costs. By the way, this tool is not only useful when establishing new items, but also for validating existing items using recent usage history. And the model can be adapted to project items used in multiple quantities at once.
Critical Success Factors
In any theoretical model, there are assumptions that must be recognized and understood. First, the Order Point model assumes steady demand, which is frequently not the case. Second, as in the financial world, past history is not necessarily an indicator of future performance, so estimated requirements used in inventory modeling should be validated periodically to ensure that the latest forward-looking data is being used.
Also, as with any mathematical tool, the key to getting realistic output is to ensure the validity of the input. Before any set of Reorder Point and Reorder Quantity values can be properly validated, it is critical to verify the accuracy of the other key planning parameters used in the model, namely the unit cost and the planned lead time.
The pruning of trees and shrubs is necessary to promote new growth, remove the dead and damaged material, and assure the well-being of the plant. For the same reasons, pruning your MRO inventory may be just as vital to the long-term health of your manufacturing plant.
Both require the right cuts in the right places at the right time, and this model is just one simple tool you can use. The most important aspect of inventory “pruning” using this model is not necessarily determining whether three is enough or six is too many. What matters most is that all the key stakeholders are involved in the process; that everyone agrees (or is at least willing to accept) that the final decision strikes a healthy balance between service and investment; and that if the results don’t necessarily turn out as planned, the group is willing to reconvene as a team to readdress the process and the parameters, rather than just trying to identify and punish the guilty party responsible for setting them “incorrectly” in the first place.
If you use a tool like this effectively I think you will find that you do a much better job of managing your inventory rather than letting your inventory manage you.
Doug Wallace, CPIM, has more than 30 years of combined experience in supply chain operations and management consulting, specializing in the areas of global enterprise planning, production and inventory control, and materials management. As a Materials Management Subject Matter Expert for Life Cycle Engineering), his primary focus is on implementing best practices in procurement, warehouse operations, inventory optimization, and utilization of associated business and information systems. He can be reached at dwallace@LCE.com.
© Life Cycle Engineering, Inc.
