






Major-Confection-Manufacturer-Partners-with-LCE-to-Reduce-Inventory-Costs-by-15-Million-331
The Situation:
A confection manufacturing operation in Georgia noticed an upward trend in Maintenance, Repair and Operations (MRO) costs which was negatively impacting the bottom line.
Conservative estimates revealed that established processes had cost the company millions of dollars via redundant ordering and storing of non-critical parts. Without remediation, the trend was expected to continue, resulting in unacceptable end-of-year inventory levels. The site needed to create and implement a strategy to significantly reduce inventory within a relatively short period of time.
The Challenges:
The plant needed an MRO turnaround and did not have much time for implementation. The site set out to address the following challenges in less than one year.
- The target reduction of $1.5 million represented more than 20 percent of the current and anticipated year-end inventory level.
- Expected reductions needed to be realized within approximately six months.
- The manufacturer was unsure of how to best meet objectives.
- The framework of the overall optimization strategy needed to be developed over a two-day period during the LCE visit and it was anticipated that any site resources required to implement recommended solutions would only be available on a part-time basis.
The Approach:
The purpose of the initial LCE visit was to validate current materials management processes and practices. LCE needed to help obtain and analyze available inventory, transaction history and other data in order to develop an implementation strategy. This would help the team reduce overall MRO inventory to align with management expectations.
The site leadership team began with a list of nine activities, each designed to help support short and long-term optimization efforts. With LCE’s guidance, the team brainstormed additional opportunities and came up with a final list of 14 critical areas to target. This list was then prioritized based on the level of effort required to develop and implement each solution, as well as the anticipated impact on inventory. The prioritized list was then reviewed with management for buy-in.
With coaching on best practices and some additional tools provided by LCE, the stockroom cell leader and his associates began to develop and implement the recommended solutions with a multi-phase approach.
The first phase focused on aggressively identifying obsolete items, as well as excess inventory totaling at least $1.0 million. To accomplish this, the site team established a spare parts reduction roundtable, where stockroom management personnel met weekly with maintenance planners to review inventory levels of new and existing MRO items.
The second phase called for a detailed analysis and development of corrective action recommendations for all stockouts. This remediation activity was designed to prevent recurrence and minimize the impact on production, as well as increase use of Vendor Managed Inventory (VMI) on consumable items. It would also ensure bi-monthly delivery of housekeeping supplies and expanded use of reservations for ordering spare parts. Steps taken during phase two helped to further reduce unnecessary inventory and meet overall optimization objectives.
The Results:
Within one month of starting the roundtable, the team identified and segregated $450,000 in unneeded materials.
After six months, the team had reviewed replenishment notices and new-item requests on more than 500 parts to validate planned stocking levels. They identified more than 2,800 obsolete parts with a total value of $1.2 million, exceeding their goal by $200,000. At a ten percent estimated annual carrying cost, this equates to $120,000 in inventory cost savings each year.
What was most impressive during this critical early phase was that the stockroom experienced only four stockouts. After further investigation, two of these four stockouts were attributed to unanticipated requirements which were beyond the control of the stockroom.
In phase two the focus shifted toward establishing a more robust new-item setup methodology. Site leadership accomplished this by replacing the existing paper process with an automated system. They used Infopath and a Structured Query Language (SQL) database that utilized drop-down menus and templates to standardize part descriptions and online approvals. The supply chain CFO was so impressed with the new methodology that it has since become the standard for all of the manufacturer’s North American factories.
Inventory reduction plans also continued through phase two by utilizing asset criticality rankings and ABC classifications of storeroom parts to establish different service levels for different types of materials (A- 90%, B- 80%, C- 70%). Excess inventories were managed even more aggressively during this period.
As shown below, these efforts further reduced the stockroom inventory and over that period inventory turnover nearly doubled.
Figure 1.0 Stockroom A experienced a sustained downward trend after the MRO best practices implementation.
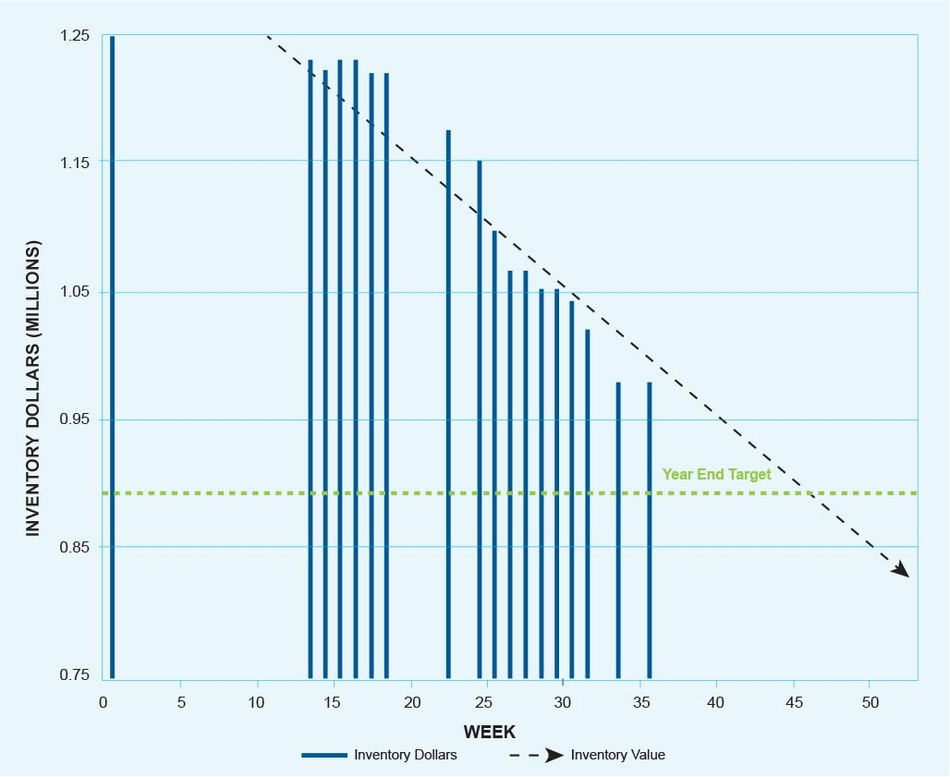
Figure 2.0 Stockroom B also experienced a sustained downward trend in inventory costs
Since phase two was completed, the plant has continued its efforts to improve inventory control practices. The team has developed an inventory calculator that determines planned inventory based on historical consumption, supplier delivery performance, part criticality and expected service levels. The inventory calculator also highlights sections that are missing the required data to complete further analysis.
The site has also created a database to track stockouts and key performance information. To minimize stockouts that should have been predictable (65 out of 150 in the previous period), the team is driving the use of material reservations; year-to-date the site has achieved a 39 percent reduction which is ahead of schedule to achieve the target of 40 percent. Stockroom service is at 98 percent.
The stockroom layout has changed and is migrating towards a commodity storeroom with like items e.g. gearboxes, motors, electrical components, pumps, filters, lights, glue components, bearings, conveyor systems, drive belts and printer components, all grouped together.
The Path Forward:
The plant maintains a long-term goal of making its stockroom a critical spares store, containing only the minimal amount of inventory required to maintain acceptable production and maintenance service levels.
Meeting that challenge will depend on continued success with the efforts already underway but will also require additional efforts to update bills of material, improve the repairable spares process, establish consignment and vendor stocking arrangements and review equipment history for repeat failures and excessive usage. It will also require the incorporation of a robust Management of Change process to ensure that Materials Management is notified whenever new equipment is purchased, redesigned or decommissioned.
As a result of the efforts, the confections manufacturer recently formed a Stockroom Center of Excellence (COE) that will be led by site personnel. The goal of the COE is to capitalize on the successes realized at the plant and standardize Materials Management best practices across all of the company’s stockrooms.
With the new and improved inventory management strategies serving as a solid foundation, the COE remains confident that the right elements are in place to achieve their long-term objectives.
